Product Summary
~ We ship anywhere, worldwide
![]() Manual or automatic powder coat spray guns
Manual or automatic powder coat spray guns
![]() Powder centers and powder transfer pumps
Powder centers and powder transfer pumps
![]() Powder coating booths, Fast color change booths
Powder coating booths, Fast color change booths
![]() Dryer, Oven
Dryer, Oven
![]() Pretreatment lines - automatic washing
Pretreatment lines - automatic washing
Special solutions
![]()
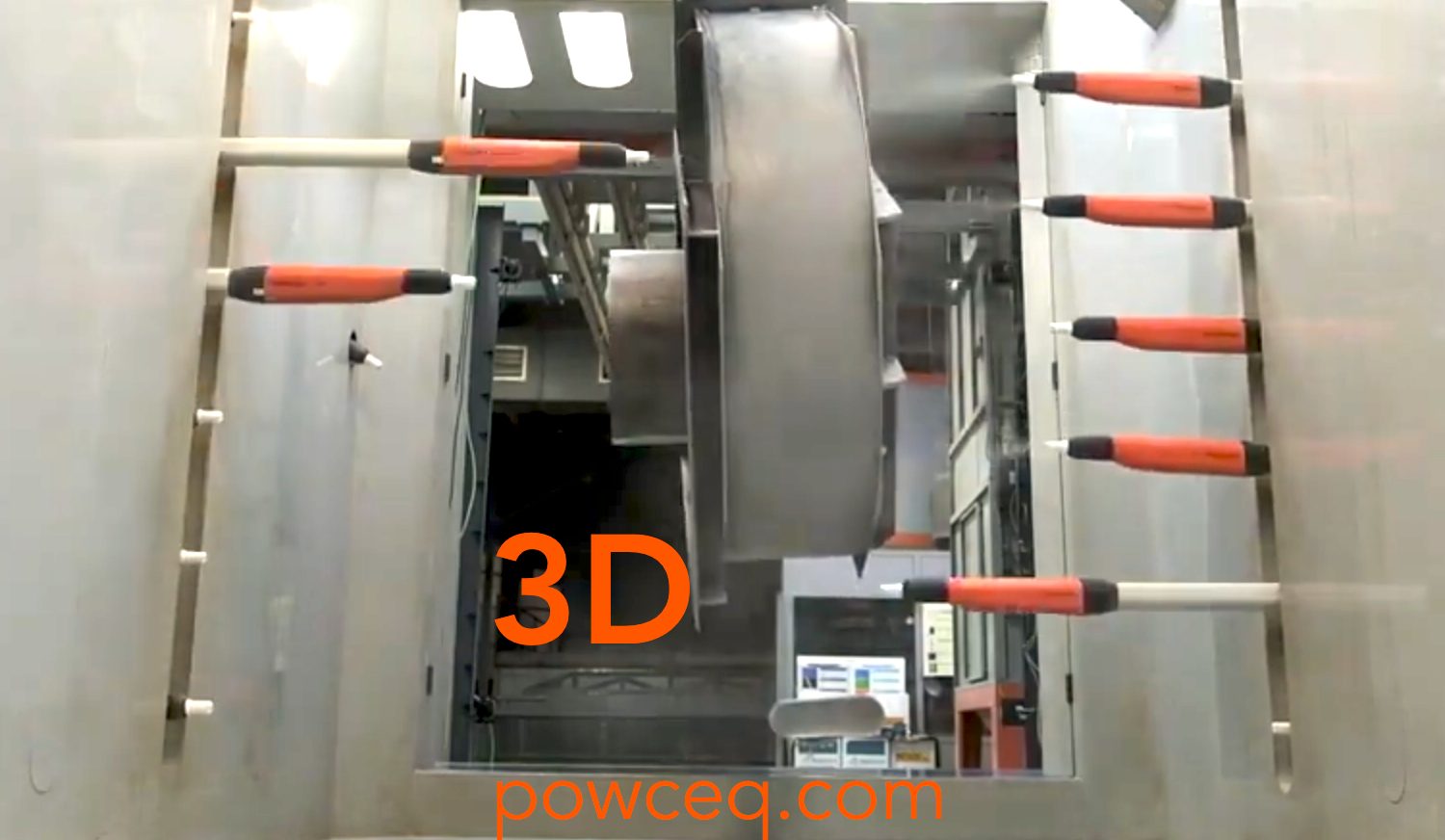
We supply your 3D powder coating system.
Ultra-modern and efficient
Turnkey
Our team has 25+ years of experience
From the idea to commissioning
Procedure: (duration approx. 3 to 5 months)
Idea - Project planning - 3D drawing - Inspection of reference sites
Contract - Production - Delivery - Installation - Commissioning - Training
Non-binding recommendation of coating powder and pre-treatment chemistry
Produced and developed in our own factory
Several in-house installation teams, most with 15 years of experience, get to work immediately after delivery.
Non-binding & uncomplicated in 3D
Our local team will be happy to assist you.
Several reference systems can be viewed in Switzerland, Germany and Austria.
Whether in New Zealand, South Africa or the USA, we already have systems in operation in 83 countries!
Application of powdercoat

Corona ring + quick cleaning
Automatic regulation
- Perfect results with uniform layer thickness
- Fast color changes
- User-friendly panel
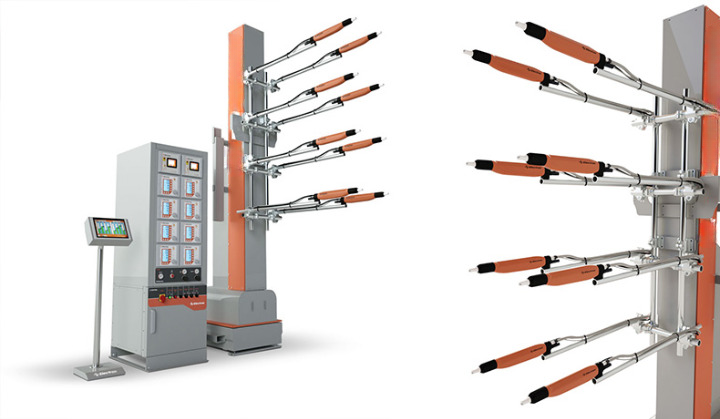
17 Types

Lab set with 5Liter container


Small powder coating booth
 Manual booths
Manual booths
Filter or recovery


Manual powder coating setup
Spray booth
+ curing oven
+ Powder equipment
+ rail system as required

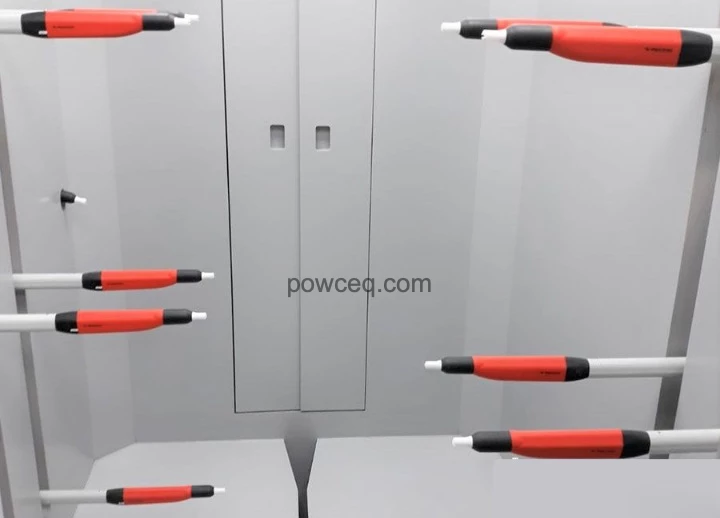
Booth for automatic powder coating
- Steel, plastic or hybrid, fast color change
- Power & Free or Axial
- Customized solutions
- Tunnel, U-Turn or special design
- Precise technology & intelligent solutions
Booths for fast color change

Continuous pretreatment lines
- Nano technology (oxsilane, phosphating, degreasing
- Degreasing and pickling
- Iron and zinc phosphating line
- without chrome
- Spraying & dipping pre-treatment lines
- Savings in chemical and water consumption

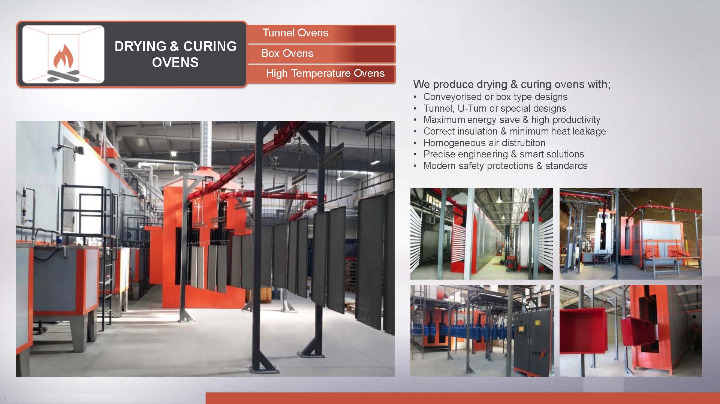
Powder coating curing ovens
Batch ovens
- Conveyed or box-shaped versions
- Energy-efficient and productive
- Perfect insulation and minimal heat loss
- Homogeneous air distribution

Box-Transfer
Manual conveyor systems
Design according to customer requirements
Semi-automatic circulation system

Manual sliding rail - Parking spaces
Design according to customer requirements